纯棉织物印花大多采用活性染料。提高纯棉活性印花一次成功率,将色差控制在合理范围内,对于提高生产效率、节能减排和大幅度降低生产成本具有重要意义。本文根据生产实践,总结分析生产过程中易造成色差的因素,并提出相应的控制措施。
前处理均匀一致,才能为控制色差提供保证。若前处理不能满足要求,后续加工也很难达到预期效果。因此,要控制色差,必须从前处理抓起。
同一布车要求用同种规格、同一厂家、同批次的坯布缝在一起。如果单子太小,不同批次的布需要拼车,一定要做好标记,以便于后道工序区分。
坯布浆料中一般含有大量化学浆料,如果车速忽快忽慢,或者火口不均匀,织物经过火口时布面不平整,会导致退浆不匀,引起色差。所以,烧毛车速应一致,布面平整,火口均匀。
煮练时,烧碱和助剂的用量要严格控制,汽蒸时间、温度、轧余率和水洗等工艺条件要稳定。煮练后,双氧水漂白要充分水洗,防止双氧水残留。烘干落布幅宽一致,含潮相同。
严格控制车速和烧碱浓度,落布后测试毛效、钡值。丝光进布的含潮差异不能过大,特别是一些厚重织物。因为布面含潮不匀,会导致丝光效果不一致,使印花效果产生差异。棉纤维充分丝光,染料对纤维的亲和力增加,吸附后不易随水分迁移,且在汽蒸过程中与纤维发生共价键结合,使织物表面得色深且饱满均匀。
磨毛布磨毛效果要均匀一致。砂皮不建议太粗,最好在280目以上。磨毛过程中,张力和车速应均匀一致,砂皮也要经常更换。因为磨毛时间过长,砂皮表面粗槌度降低,磨毛效果下降。磨毛不均匀也会导致印花得色不一致,产生色差。

印花所选染料的反应性要适中且相近 。 反应性太强,色浆的稳定性不好,特别在夏季,随着储存时间的延长,染料色浆得色明显下降;反应性太弱,汽蒸过程中染料不能充分反应,随工艺条件波动会产生明显色差。拼色时,同一处方的染料反应性应尽量接近,这样不会因为工艺条件波动而产生明显的色相变化。
避免用对pH值敏感的染料来拼色。例如,C.I.活性黑8(国产的活性黑K-BR,德司达的活性黑PX-N黑)和 P-SG黑,其色光对pH值非常敏感,在酸性条件下色光偏红,在中性及弱碱性条件下偏绿。选用该类染料,很容易因为布面pH值的微小波动而产生明显色差。
有的染料对汽蒸时的湿度比较敏感,如KN-B黑。当相对湿度为30%~100%时,随着湿度增加,其得色量逐渐下降。其他一些类型的染料如P-SG黑,在相对湿度80%~96%范田内得色量变化很小。
采用非对比色染料拼色,如亨斯迈的NC型活性染料组合。
选用的染料牢度要好,尤其是水洗牢度要好,否则印花后随水洗条件的波动,布面浮色的残留程度不一致,同样造成色差。
若海藻酸钠浆料含有Ca2+,它能与海藻酸钠分子中的撥基结合降低其电负性,减弱海藻酸钠与染料分子之间的静电斥力,导致海藻酸钠分子中的羧基与染料反应,降低活性染料在棉织物上的得色量,并因给色不稳定而造成色差。如果含有淀粉浆,则淀粉的羟基同样能够与活性染料反应,降低得色量。所以,要想获得较高的稳定的固色率,应选用优质的海藻酸钠。
碱剂在汽蒸过程中为活性染料与纤维反应提供最佳的pH值,常用的碱剂为小苏打和纯碱。印花应根据染料的反应性,合理选用碱剂种类及其用量。碱性过强,一些反应性强的染料色浆储存稳定性变差,会过早水解;碱性不足,一些反应性差的染料不能充分固着在纤维上,同样造成染料浪费,产生色差 。
防染盐S是一种弱氧化剂,能够防止烘燥和汽蒸过程中的还原性物质对染料产生破坏。防染盐的用量要合理,用量过少,不能很好地防止还原性物质对染料产生破坏,产生色差;用量过大,一些不耐氧化的染料同样会产生色变,例如蒽醌型的活性艳蓝染料,色光会萎暗不鲜艳 。
尿素在印花过程中起吸湿、助溶作用。但在高温下它会与乙烯砜活性基反应,同时消耗一部分碱剂。对于一些含有乙烯砜活性基的染料,尿素用量应尽量低;对于溶解度不高的不含乙烯砜活性基的染料,应适当加大用量。尿素用量过高或者过低,都会使印花的得色不稳定,导致色差。
六偏磷酸钠的主要作用是络合色浆中的钙镁离子。 印染厂的水质硬度较大,或海藻酸钠中的钙离子含量较高,可加入六偏磷酸钠,以避免钙镁离子与海藻酸钠结合而降低得色量,导致产生色差 。
(1)烘干
印花后汽蒸前的烘燥要均匀,若布面含潮不同,必然会造成汽蒸时布面温湿度有差异,导致产生色差。
( 2)汽蒸时间
汽蒸时间根据染料的性能而定。染料的反应性不同,需要的汽蒸时间也不同。染料反应性强,例如含有乙烯砜反应基的染料,汽蒸时间过长,反而引起得色率的下降和色相改变;同样,反应性弱的染料汽蒸时间不足,染料与纤维反应不充分,同样会引起色差。
以含有乙烯砜活性基的活性红271为例,在不同的汽蒸时间下,其色相和深度都有不同,见图1。
由图1可知,随着汽蒸时间的延长,活性红271的得色深度反而有所下降,红光减小,蓝光有所增加。所以,含有乙烯砜的活性染料,印花时间一般控制在5min;一氯均三嗪活性染料的印花蒸化时间控制在8~10 min,得色深度和色相比较稳定。
( 3)汽蒸温度
汽蒸温度一般控制在101~103℃,不能波动太大。
(4)汽蒸湿度
对于多数染料,相对湿度控制在90%~95%能够取得稳定和较高的得色量。
个别活性染料如活性黑KN-B,受汽蒸湿度的影响较大,相对湿度为30%~110%时,随着汽蒸湿度增加,染料的得色量逐渐降低。所以,活性印花拼色应尽量避免使用该染料。如果一定要用,汽蒸时要严格控制湿度在合理范围内,避免产生色差。
蒸化后,织物要进行水洗,除去未固着的染料。
(1)充分去除浮色
有些染料如活性翠蓝色牢度不佳,固色率较低,水洗不充分,会导致浮色残留,既影响成品的色牢度,还会导致色差。
(2)去除水洗时的沾色
深色对浅色花色的沾污程度不同,同样会产生色差。同一花型,花色有深有浅,深色水洗时染料脱落较多,若其对相纤维亲和力较大,还会重新沾染棉织物,沾污白底或浅色花色,特别是对于一些敏感色,变色很明显。为避免水洗造成的色差,水洗时要加入防沾污剂,同时水洗槽要及时换水。
印花水洗后,染料与纤维的反应基本完成,但是,后整理时仍会产生色差。因此,有必要对一些常见的后整理引起的色变进行分析,以有效控制色差。
成品整理时,要把布面pH值调整到弱酸性至中性,常用的有柠檬酸、甲酸和乙酸等。酸性物质的加入会对染料产生一定的影响,控制不当还会造成色差。
柠檬酸是三元羧酸,还有螯合作用,对一些含金属离子活性染料色光的改变比较明显。同时,柠檬酸在光照条件下还具有还原作用,对染料的发色体也会产生破坏作用。
甲酸含有醛基,具有一定的还原性,在一定条件下,也会对染料的发色体产生破坏,导致色差色变。
乙酸相对于柠檬酸和甲酸而言,对色光的影响不明显,建议用乙酸调整布面pH值。使用过程中,需注意乙酸的挥发性和布面异味。
常用的固色剂或多或少都会引起印花织物的色变,特别是固色剂中双氰胺反应不完全,在一 定pH值和高温条件下,会使一些偶氮染料产生明显的色变。固色剂类型、染料和工艺条件不同,产生的色变也不同。实际生产中,要经过试验和大生产验证,找出控制色变的有效措施,避免产生色差。
树脂整理中,一些助剂释放出的甲醛,能够与H酸双偶氮基的深蓝、藏青染料发生化学结合,使发色体发生改变。 例如,C.I.活性黑5与甲醛变色反应过程为:
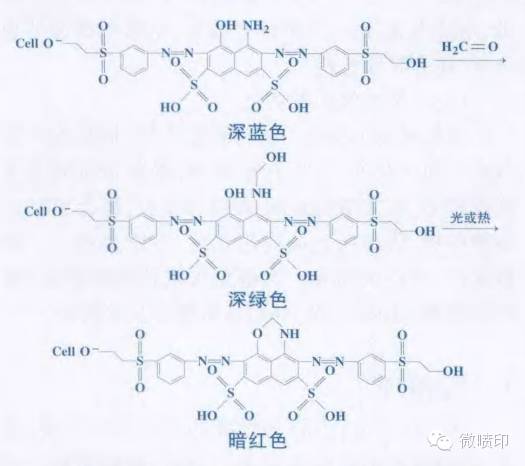
一些深蓝色或者黑色品种经过树脂整理后,色光明显偏红,原因就在于此。操作时,尽量控制烘燥和焙烘的温度。如有可能,需进行树脂整理的花型应避免使用此类染料拼色印花,若不能避免,加工时要严格控制布面含潮、pH值、焙烘温度和时间,以保证变色成都一致。印花对色时,色样树脂整理后在与标样比较,以成品的颜色符合标准为准。
在Proban/氨熏阻燃工艺中,织物要经过浸轧阻燃整理液、烘干、氨熏、氧化和水洗等工序。阻燃整理液具有较强的还原性,烘干时很容易破坏一些偶氮染料的分子结构;氧化过程中,一些燃料的耐受程度有限,同样会产生色变;阻燃剂的甲醛释放比较严重,还存在甲醛变色问题。由于染料在整个阻燃过程中会产生复杂的变换,工艺条件的波动很容易造成色差。因此,对于需阻燃整理的织物,印花用的染料要经过严格的筛选,避免一些敏感的染料拼色,如活性蓝194、活性黑5等。同时,阻燃的每个环节要严格控制工艺条件,防止因工艺条件不稳定而产生色差。需要特别关注浸轧阻燃剂后烘燥落布的含潮情况,织物含潮率不同,对色光的影响尤为明显。
推荐一款能提升印花面料附加值的手感添加剂手感提升剂FREETEX-5000
广州赛尼科公司推出了专门应用于印花改善提升印花底布的手感提升剂FREETEX-5000
直接添加在印花浆料中,最大提升印花底布手感5成以上,超过活性印花手感,达到后整理上硅油的手感要求(现在可以免这个工艺了)

印花手感添加剂-提升手感50%以上
满底印花织物手感达到极限值时使用该产品即可提升其手感30-50%以上。
产品型号:FREETEX-5000
产品特点:印花手感提升剂专为高级印花织物而设计,主要针对满底印花改善织物手感作用,可提升印花成品手感30%-50%柔软度与爽滑度,色泽鲜艳,牢度好。
【应用方法】
应用推荐用量:
一般添加印花浆料总量的3%-5%,特殊深色和手感添加8%。直接添加在印花浆中或前处理液中即可。
数码印花:前处理上浆工艺添加总浆料的3%-5%
传统印花:印花浆料总量的3%-5%,特殊深色和手感添加8%,
免费试样
联系客服:
手机/微信13431710840

 售前咨询专员
售前咨询专员
