针对黑色涤棉交织弹力稀薄织物难以获得深浓色泽的问题,采用分散/活性染料连续轧染染色工艺,对涤棉交织弹力织物进行染色。探讨了前处理工艺、染料结构、染色方法、染色条件、后整理等方面对黑色深度的影响,并提出了解决方案。
随着市场的发展和人们对颜色的需求,特别是对黑色颜色的要求越来越高。一般情况下,印染厂做的大货需遵循“宁可深不可浅”的原则才能满足客户的要求。但是,不同的客户提供的标样各异,有同大货织物相同的,有同大货织物不相同的,有QTX文件值的等。对于同大货织物相同规格的深度容易解决,但对于同大货织物不相同规格的则不易解决,特别是涤棉交织弹力稀薄织物更难。
本文介绍了获得深黑色的涤棉交织弹力稀薄织物的染整加工工艺,通过合理选择前处理工艺、染料、染色方法、染色条件、后整理工艺,达到提高染色深度的目的。
1.实验部分
1.1材料和仪器
织物:Cl4.5tex×T75D+40D,206×111,127 cm,涤棉交织弹力织物。
染化料:分散黑、活性黑、渗透剂、前处理助剂、食盐、烧碱、纯碱、后整助剂、平马素。
仪器:电子天平、轧车、烘箱、汽固中样机、玻璃棒、烧杯、量筒、温度计、电熨斗、电脑测色配色仪。
1.2前处理工艺
前处理工艺流程为:翻缝→烧毛→打卷→退煮漂→定型→丝光。
1.2.1烧毛
涤棉交织弹力织物与常规涤棉混纺织物不同,烧毛要求车速l50 m/min,火焰温度1100℃,风压11-13 MPa,落布温度低于50℃。
1.2.2打卷
打卷工艺为:烧碱l8-20 g/L,车速60 m/min,温度为30-35℃,转动堆置时间3-4 h。
1.2.3退煮漂工艺
为获得优良的前处理半成品,选择两种不同的退煮漂工艺对织物进行处理,以期为提高涤棉交织弹力稀薄织物黑色深度提供条件。
(1)两步法前处理工艺
工艺流程:织物→浸轧退煮液(轧余率100%)→汽蒸(100→102℃×50 min)→热水洗→冷水洗→轧水(轧余率60%)→浸轧氧漂工作液(轧余率95%)→汽蒸(98-100℃×30 min)→水洗→热水洗→水洗→烘干。
退煮处方:(g/L)
烧碱 l8-20
分散螯合剂 2-6
去蜡剂 4-6
漂白处方:(g/L)
双氧水 10-l2
五水偏硅酸钠 8-10
精练剂 6-10
螯合剂 3-5
(2)一步法前处理工艺
工艺流程
织物→浸轧退煮漂液(轧余率100%)→汽蒸(98-100℃×30 min)→热水洗→冷水洗→烘干
退煮漂处方:(g/L)
双氧水 10-12
五水偏硅酸钠 8-10
精练剂 9-l5
螯合剂 3-5
1.2.4定型
因是涤棉稀薄弹力织物,定型机温度不能太高,温度以l95-200℃为宜,车速50 m/min,落布幅宽同客户要求,落布温度低于50℃。
1.2.5丝光
烧碱210 g/L,车速60 m/min,落布幅宽同客户要求,落布布面pH值控制7.5-8。
1.3染色工艺
1.3.1染色工艺流程(两浴法)
轧分散料→烘干→焙烘→还原清洗(烧碱30 g/L、保险粉30 g/L)→水洗→皂洗→水洗→烘干→轧活性料→烘干→轧固色液→汽蒸→水洗→皂洗→水洗→烘干。
1.3.2染料选择
对于稀薄的涤棉交织弹力织物在染黑色时,分散染料要选择中温型的高力份的染料,活性染料要选择双活性基团的高力份的且溶解度高耐碱性好的染料。
1.3.3染色工艺处方
实验所用涤棉交织弹力织物经向为纯棉纤维,纬向为涤纶纤维,棉纤维的成分比涤纶纤维的成分所占比例高,因此通过调整分散和活性染料的用量来提高颜色的深度。
处方一:(g/L)
轧分散:分散黑 40
平马素 15
轧活性:活性黑 55
平马素 15
处方二:(g/L)
轧分散:分散黑 75
平马素 15
轧活性:活性黑 40
平马素 15
织物轧余率控制在60-65%,红外线预烘要均匀,烘室烘干温度为80-85℃,以确保左中右色差及布面泳移的稳定性。
1.3.4焙烘
在确保织物弹力的前提下,焙烘温度尽量选择较高的温度,焙烘温度为198-200℃,时间为60 S。
1.3.5汽蒸
工艺处方:(g/L)
食盐 200
纯碱 20
烧碱 6
活性染料汽蒸时,碱剂的用量要足够,要在食盐和纯碱用量不变的条件下调整烧碱的用量,对比选择烧碱的用量与得色量高低,选择得色量高的工艺为最佳。同样,汽蒸的时间也是在固色剂不变的条件下,调整汽蒸时间的长短,对比固色剂的用量与得色量高低,选择得色量高的工艺为最佳。根据实验结果汽蒸的温度为100-102℃,汽蒸时间为60 S,烧碱用量6 g/L.
1.3.6水洗、皂洗、烘干
织物出汽蒸箱后先要用冷水洗净,再用95℃以上的皂洗液皂洗60 S,然后用冷水洗净烘干。
1.4后整理工艺
1.4.1工艺流程:
轧后整理助剂→拉幅→预缩。
1.4.2后整理工艺:
处方一:(g/L)
特殊后整助剂 30
处方二:(g/L)
一般后整助剂 30
一般的后整理助剂对稀薄涤棉交织弹力织物黑色提高深度不是很大,但是如果选择亲水性较好的特殊后整理助剂就能显著提高黑色的深度。拉幅机温度控制在130-132℃,车速30 m/min。
2.结果与讨论
2.1前处理工艺对颜色深度的影响
两种前处理工艺处理后半成品的质量指标及对颜色深度的影响结果分别见表1和表2。
表1前处理半成品质量指标
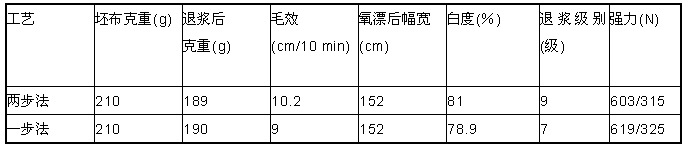
表2不同的前处理工艺对颜色深度的影响

由表l表2可知,两步法前处理工艺一步法比前处理工艺的半成品指标高,半成品测试的L值小,两步法前处理工艺的染色深度较高。两步法前处理工艺经过碱退浆后去除了纱线的浆料,减轻了煮练的压力,因此,提高稀薄涤棉交织弹力织物的前处理效果工艺尤为重要。
2.2染色工艺对颜色深度的影响
两种染色工艺对颜色深度的影响结果见表3。
表3不同的染色工艺对颜色深度的影晌

由表3可知,染色工艺一比染色工艺二的L值小,因此前染色工艺一的染色深度较高。所以在布面饱满的情况下,涤纶上的分散染料用量越少颜色深度越高。提高稀薄涤棉交织弹力织物黑色深度时,合理选择涤棉染料用量的比例是影响颜色深度的重要因素。
2.2后整理工艺对颜色深度的影响
两种后整理工艺对颜色深度的影响结果见表4
表4不同的后整理工艺对颜色的影响

由表4可知,后整理工艺一比后整理工艺二的L值小,因此后整理工艺一的染色深度较高。所以在颜色深度很难达到客户要求的情况下,选择一个合理的后整理助剂工艺非常关键,,非硅增深剂FREETEX-6204适合活性、硫化、分散、酸性染料用,适用棉、涤纶、锦纶等面料。30g/l增深50%超强耐洗,可在缸中用,可跟硅油同浴使用可增强亲水性。
除了上述三个方面外,提高稀薄涤棉交织弹力织物黑色深度还要考虑选择力份高、溶解度好、扩散性好,提升性高染料和最佳的染色工艺条件才能提高颜色的深度。
3.结论
采用用分散/活性染料连续轧染染色工艺对涤棉交织弹力织物染深黑色时,通过选择合理的前处理工艺、调整棉纤维和涤纶纤维的染料用量、选择合理的后整理助剂、染料和染色工艺条件,可以提高颜色的深度。
请添加微信(13826014184)免费领取样品,


 售前咨询专员
售前咨询专员
